Workflow

Arbeitsablauf:
Rahmenverarbeitung: Rahmenschweißen → Rahmenbiegen → Rohr → Einsetzen und Verriegeln → Rahmenstanzen und Lochherstellung
Basisverarbeitung: Basisrohrbiegemaschine → Basisschweißen
Hauptausrüstung
Rahmenverarbeitungsmaschine
| |
Rahmenschweißmaschine
Schweißeffizienz: 45 Sek./Stk.
Verstärkte Portalstruktur für hohe Steifigkeit und stabilen Betrieb.
Mittelfrequenz-Inverter-Stromversorgung für energieeffizientes Schweißen.
6 Schweißköpfe & Stromversorgungssysteme, jeweils mit unabhängiger Stromanpassung für zuverlässige Schweißpunkte.
Doppelschicht-Zuführungsdesign für kontinuierlichen Betrieb: Während eine Zuführung schweißt, lädt die andere Materialien.
Automatisches Schrittschweißen mit servogesteuertem Schrittband für präzise Positionierung.
Automatisches Entformen: Zylinder stößt nach dem Schweißen aus, um das Entladen vorzubereiten.
Automatisches Entladen: Servogesteuerter Greifer bewegt das geschweißte Produkt an die vorgesehene Position, wodurch Arbeitsaufwand reduziert und die Effizienz verbessert wird. 90° Drehbare Entladezuführung für einfachen Transport. |
Rahmenbiegemaschine
Gesamtrahmenverarbeitung für hohe Biegepräzision, stabilen Betrieb und Effizienz. Biegt einen Rahmen alle 15-20 Sekunden.
Spezielles Biegeausgleichssystem gewährleistet die diagonale Genauigkeit des Rahmens.
HMI + SPS-Steuerung für hohe Automatisierung.
Manipulator-Option für automatisches Be- und Entladen, wodurch Personal reduziert wird.
Schneller Werkzeugwechsel zum Biegen verschiedener Rohre.
Servo-Hydrauliksystem mit schneller Reaktion, geringer Trägheit und hoher Präzision.
Modulares Design ermöglicht die Anpassung für die Automatisierung basierend auf Kundenbedürfnissen.
Rahmenverriegelungsmaschine
Effizienz und Qualität: Der Verriegelungsprozess dauert ca. 25-30 Sekunden.
Maschinenrahmen als Ganzes verarbeitet für hohe Einsetzpräzision, starke Verriegelung, stabilen und effizienten Betrieb.
HMI + SPS-Steuerung für hohe Automatisierung.
Manipulator-Option für automatisches Be- und Entladen, wodurch Personal reduziert wird.
Schneller Werkzeugwechsel, um unterschiedlichen Anforderungen an die Verriegelungsrohre gerecht zu werden, mit einfachem Werkzeugwechsel.
Servo-Hydrauliksystem mit schneller Reaktion, geringer Trägheit und hoher Präzision.
Modulares Design ermöglicht die Anpassung der Automatisierung basierend auf Kundenbedürfnissen.
Stanz- und Lochherstellungsmaschine
Effizienz und Qualität: Der Verriegelungsprozess dauert ca. 25-30 Sekunden.
Maschinenrahmen: Ganzkörperverarbeitung für hohe Präzision, stabilen und effizienten Betrieb.
Steuerungssystem: HMI + SPS für hohe Automatisierung.
Manipulator: Option für automatisches Be- und Entladen, wodurch Personal reduziert wird.
Schneller Werkzeugwechsel: Einfacher Werkzeugwechsel, um unterschiedlichen Anforderungen an das Stanzen von Rohren gerecht zu werden.
Servo-Hydrauliksystem: Schnelle Reaktion, geringe Trägheit und hohe Präzision.
Modulares Design: Anpassbare Automatisierung basierend auf Kundenbedürfnissen.
Basisverarbeitungsmaschine
Basisrohrbiegemaschine
Basisrohrschweißmaschine
Design:Horizontale Struktur mit 7 Schweißköpfen für das Schweißen des Grundrahmens. Der Bediener muss nur laden/entladen; das Schweißen erfolgt automatisch.
Leistung: 3 Sätze MF DC 160KVA.
Vorteile:Verbessert die Produktqualität und Produktionsrate, reduziert Kosten und eliminiert Instabilität, die durch manuelles Schweißen verursacht wird. Höhere Automatisierung und Produktionseffizienz.
Weitere Informationen
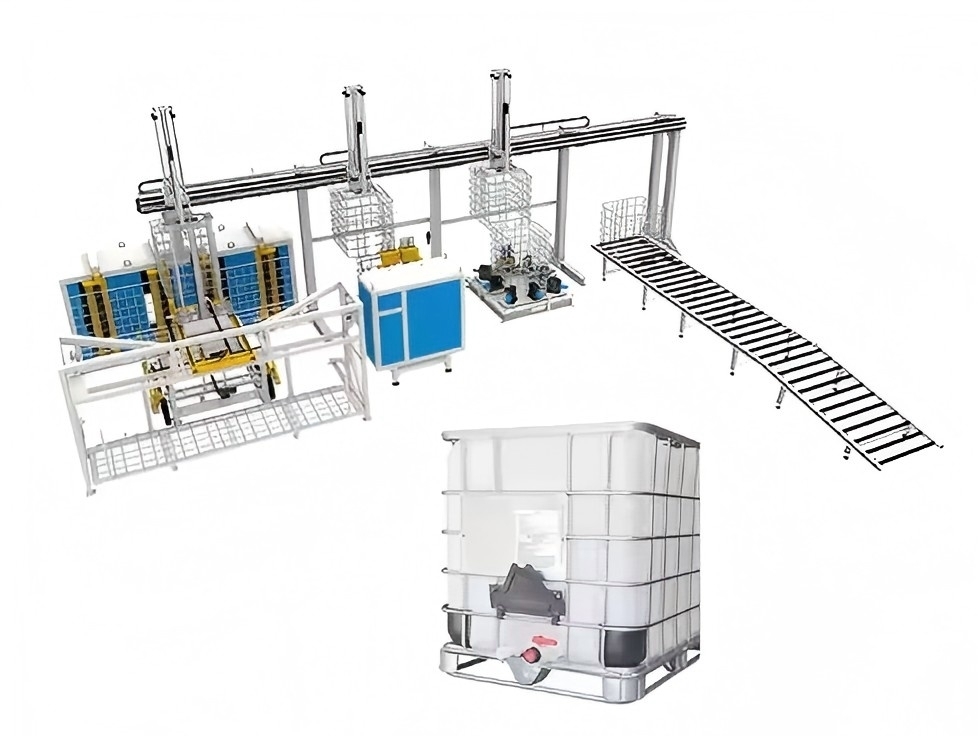
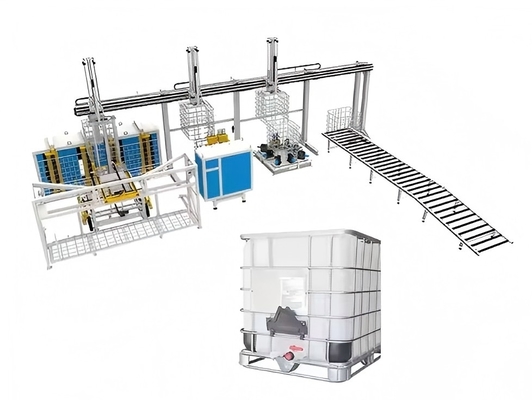
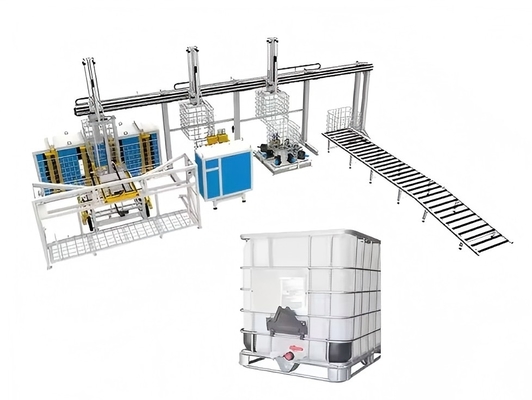
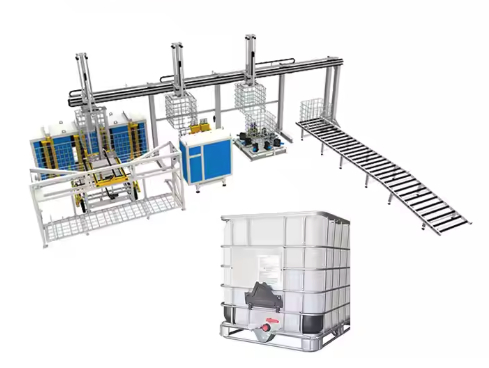
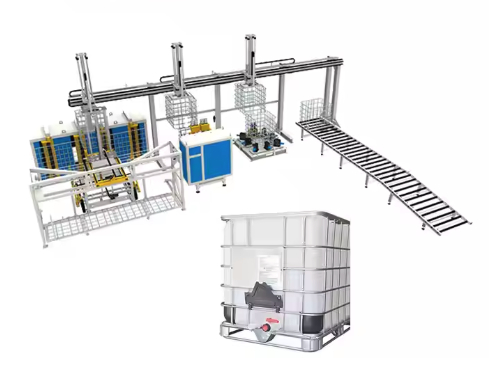
Layout-Diagramm der IBC-Käfigrahmen-Produktionslinie
Produktionsergebnisse
Technische Dienstleistungen
Halten Sie sich an die Kundenorientierung und bieten Sie Ihrem Unternehmen umfassende Vor- und Nachverkaufsdienstleistungen wie Installation, Inbetriebnahme, Schulung und Wartung.
Vorverkaufs-Service: Vor der Vertragsunterzeichnung stellt das Unternehmen den Kunden verschiedene Produktionsprozesslösungen und technische Beratungsleistungen für Geräte zur Verfügung.
Installation und Inbetriebnahme: Gemäß dem Vertrag transportiert unser Unternehmen die Geräte innerhalb der angegebenen Zeit sicher zum vom Benutzer festgelegten Installationsort und schickt technische Service-Ingenieure zur Installation vor Ort. Wenn der Benutzer über die grundlegenden Installations- und Inbetriebnahme-Ersatzteile verfügt, installiert und debuggt der technische Service-Ingenieur die Maschine für den Benutzer, um sicherzustellen, dass die Installations- und Inbetriebnahmeumgebung sauber, sauber und ordentlich ist.
Kundendienstschulung: Das Unternehmen bietet kostenlose technische Schulungen (mind. 5 Tage) am Standort des Käufers oder im Schulungszentrum des Verkäufers an. Zu den wichtigsten Themen gehören:
- -Verwendung der Steuerungssoftware
- -Ein-/Ausschaltverfahren
- -Parameter der Bedienfelder und Softwareeinstellungen
- -Grundlegende Maschinenreinigung und -wartung
- -Umgang mit häufigen Hardwarefehlern
- -Betriebsvorsichtsmaßnahmen
Gerätewartung
- -Ein Jahr Garantie nach endgültiger Abnahme;
- -Die Reaktionszeit des Kundendienstes beträgt innerhalb von 24 Stunden;
- -Nach Ablauf der Garantiezeit werden kostenpflichtige Reparaturen durchgeführt.
Gerätekonfigurationsliste
| NR. |
Gerätename |
Einheit |
Menge |
Hauptfunktionen |
| 1 |
Gitter-Portal-Schweißmaschine |
Einheit |
1 |
Gitter-Mehrpunkt-Schweißen |
| 2 |
Gitter-Zuführungsautomat |
Satz |
1 |
Automatisches Laden von langen und kurzen Rohren |
| 3 |
Gitter-Materialentnahme-Manipulator |
Einheit |
1 |
Gitterentladung (Stapeln) |
| 4 |
Vierachs-Biegemaschine |
Satz |
1 |
Biegen und Formen von Gitter mit Schrumpfkopf |
| 5 |
Verriegelungsmaschine |
Satz |
1 |
Biegen und Verriegeln von Gitter |
| 6 |
Abflachungs-Stanzmaschine |
Satz |
1 |
Stanzen und Schneiden des Bodenrohrs unter dem Rahmen |
| 7 |
Rahmenmanipulator |
Satz |
1 |
Drei Manipulatoren, die sich auf und ab bewegen, um den Rahmen zu greifen |
| 8 |
Stahlfuß-Schweißmaschine |
Satz |
1 |
Schweißen von Stahlfüßen des unteren Rahmens |
| 9 |
Materialentnahme-Manipulator für die Stahlfuß-Schweißmaschine |
Satz |
1 |
Entnahme, Transfer und Stapeln des unteren Rahmens nach dem Schweißen |
| 10 |
Automatischer Luftdichtheitsprüfer |
Satz |
1 |
Prüfung der Dichtheit des Liners |
| 11 |
Automatische Doppelbiegemaschine für das Bodenrohr |
Satz |
1 |
Schrumpfen, Prägen und Biegen des Bodenrohrs |
| 12 |
Vibrationstestplattform |
Satz |
1 |
Prüfung der Festigkeit und des Schutzes von IBC-Fässern |

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten! German
German